トップ > 取扱商品 > JFEトルクボルト > 入り数表
PDF版

「JFEトルクボルト(TBボルト)」は、JFEスチール株式会社 西日本製鉄所の最新鋭線材工場で生産される優秀な素材を用い、JIS認定工場である日本ファスナー工業株式会社において完成品に至るまで、一貫した品質管理の下に製造いたしております。
JFEハイテンションボルト、JFEの建材各種製品ともどもご需要家の皆様方のご愛顧をお願い申し上げます。
国土交通相認定
国住指 第2044号 (旧番号:第294号)
認証番号 MBLT-0176 (旧番号:MBLT-9018)
【1】締付け軸力の安定
材料出鋼段階から最終製品に至るまで、コイル単位の厳重な品質管理を行っておりますので、安定した締付けトルクが得られます。
また、トルク係数値に影響する表面処理方法に改良を加えておりますので、環境変化に対して安定した締付け軸力が得られます。
【2】施工管理が容易
ボルトの締付け完了は、安定した強度を持つピンテールの破断により、目視によって確認できます。したがって、トルクレンチによるトルクチェックも不要になり、締め忘れも完全に防ぐことが出来ます。
【3】工期の短縮
締付け器具の調整、取り扱いに熟練を要しないため、容易な施工管理と相まって工期の短縮がはかれます。
【4】騒音がない
専用電動レンチにより締め付けを行うため、静かな締付けが出来ます。
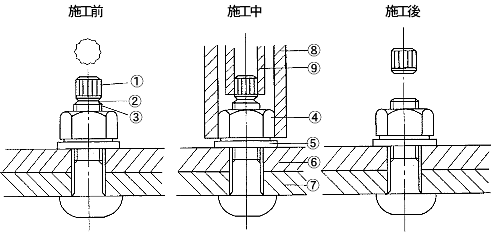 |
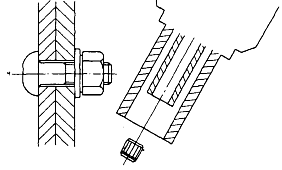
(1)ピンテール (2)破断溝 (3)ボルトねじ部 (4)ナット (5)座金 (6)被締付け体 (7)被締付け体 (8)アウタースリーブ (9)インナースリーブ |
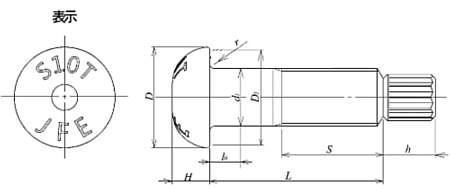
ボルト
| (単位:mm) | |||||||||||||||||
| ねじの 呼び |
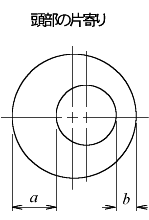
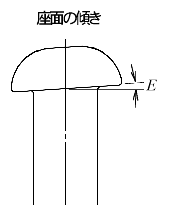
d1 | D1 | D | H | h | B | r | a-b | E | S | |||||||
| 基準 寸法 |
許容差 | 最小 | 最小 | 基準 寸法 |
許容差 | 約 | 基準 寸法 |
許容差 | 約 | 最大 | 最大 | 基準 寸法 |
許容差 | ||||
| M16 | 16 | +0.7 -0.2 |
26 | 27 | 10 | ±0.8 | 15 | 11.3 | ±0.3 | 1.2〜2.0 | 0.8 | 1° | 30 | +5 0 |
|||
| M20 | 20 | +0.8 -0.4 |
33 | 34 | 13 | ±0.9 | 18 | 14.1 | 0.9 | 35 | +6 0 |
||||||
| M22 | 22 | 37 | 38.5 | 14 | 19 | 15.4 | 1.1 | 40 | |||||||||
| M24 | 24 | 41 | 43 | 15 | 20 | 16.8 | 1.6〜2.4 | 1.2 | 45 | ||||||||
| (単位:mm) | |
| Lの区分 | Lの許容差 |
| 50以下 | ±1.0 |
| 50を超え120以下 | ±1.4 |
| 120を超え250以下 | ±1.8 |

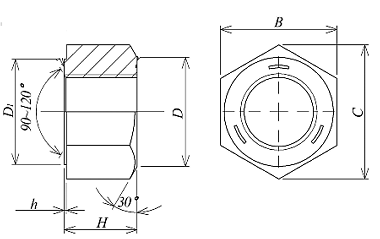
ナット
| (単位:mm) | |||||||||||||||||
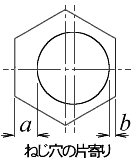
| ねじの呼び | H | B | C | D | D1 | a-b | h | ||||||||||
| 基準寸法 | 許容差 | 基準寸法 | 許容差 | 約 | 約 | 最小 | 最小 | ||||||||||
| M16 | 16 | ±0.35 | 27 | 0 -0.8 |
31.2 | 25 | 25 | 0.8 | 0.4〜0.8 | ||||||||
| M20 | 20 | ±0.4 | 32 | 0 -1 |
37.0 | 30 | 29 | 0.9 | |||||||||
| M22 | 22 | 36 | 41.6 | 34 | 33 | 1.1 | |||||||||||
| M24 | 24 | 41 | 47.3 | 39 | 38 | 1.2 | |||||||||||
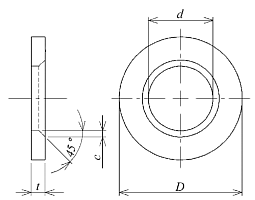
座金
| (単位:mm) | |||||||
| 座金の呼び | d | D | t | cまたはr | |||
| 基準寸法 | 許容差 | 基準寸法 | 許容差 | 基準寸法 | 許容差 | 約 | |
| 16 | 17 | +0.7 0 |
32 | 0 -1 |
4.5 | ±0.5 | 1.5 |
| 20 | 21 | +0.8 0 |
40 | 2.0 | |||
| 22 | 23 | 44 | 6 | ±0.7 | |||
| 24 | 25 | 48 | 2.4 | ||||
ボルト
| ボルトの 機械的性質 による等級 |
試験片の機械的性質 | 製品の機械的性質 | ||||||
| 耐力 (N/mm2) |
引張強さ (N/mm2) |
伸び (%) |
絞り (%) |
ねじの呼び | 有効断面積 (mm2) |
最小引張荷重 (kN) |
硬さ | |
| S10T | 900以上 | 1000〜1200 | 14以上 | 40以上 | M16 | 157 | 157 | 27〜38HRC |
| M20 | 245 | 245 | ||||||
| M22 | 303 | 303 | ||||||
| M24 | 353 | 353 | ||||||
| M27 | 459 | 459 | ||||||
| M30 | 561 | 561 | ||||||
※製品の最小引張荷重は、JSS II-09の試験方法に従い、円筒部の長さが2d未満の場合は6°(±0.5°)、2d以上の場合は10°(±0.5°)のくさびを使用し、頭飛びしないことを条件としております。
※機械的性質による等級S10TはJSS II-09に準じたものであり、JIS B 1186のF10Tに相当します。
ナット
| ナットの機械的性質による等級 | 硬さ | 保証荷重 |
| F10 | 20〜35HRC | ボルトの最小引張荷重に同じ |
座金
| 座金の機械的性質による等級 | 硬さ |
| F35 | 35〜45HRC |
| (単位:kN) | ||||
| セットの種類 | ねじの呼び | 常温時のセットの締付軸力 (10〜30℃) |
セットの締付軸力の温度依存性 (0〜60℃) |
|
| 1製造ロットの 締付軸力の平均値 |
標準偏差 | 1製造ロットの 締付軸力の平均値 |
||
| 建築(JSS II-09) | ||||
| 2種 (S10T) |
M16 | 110〜133 | 8.5以下 | 106〜139 |
| M20 | 172〜207 | 13以下 | 165〜217 | |
| M22 | 212〜256 | 16以下 | 205〜268 | |
| M24 | 247〜298 | 19以下 | 238〜312 | |
| M27 | 322〜388 | 24以下 | 310〜406 | |
| M30 | 394〜474 | 30以下 | 379〜496 | |
| 橋梁(日本道路協会) | ||||
| 2種 (S10T) |
M20 | 172〜202 | 9.5以下 | 167〜211 |
| M22 | 212〜249 | 11.5以下 | 207〜261 | |
| M24 | 247〜290 | 13.5以下 | 241〜304 | |
| 単位:mm | 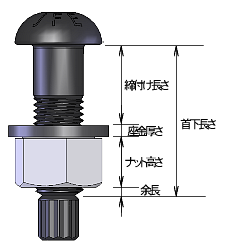 |
|
| ねじの呼び | 締付長さに加える長さ | |
| M16 | 25 | |
| M20 | 30 | |
| M22 | 35 | |
| M24 | 40 | |
| M27 | 45 | |
| M30 | 50 | |
施工にあたってはボルト取付後、1次締め(予備締め)・マーキングを必ず施して下さい。
怠った場合、座金の共回りやボルトの軸回りを生じ、最悪の場合ボルト破断の原因にもなります。
| 【1】 ボルト先端のピンテールをインナースリーブにはめこみ、レンチを押しながらアウタースリーブをナットにはめこみます。 |
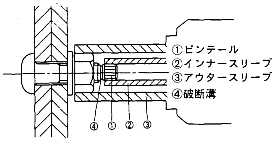 |
|
|
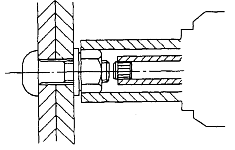
| 【2】 スイッチを入れます。アウタースリーブが回り、締付けが行われます。その後、所定のトルクに達すると破断溝が切れます。 |
 |
|
|
| 【3】 破断溝が切れたら、スイッチをはなし、レンチを手前に引き、アウタースリーブを外します。 |
 |
|
|
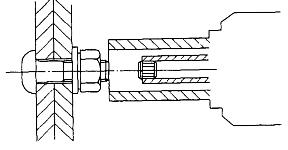
| 【4】 ノックアウトレバーを引いてインナースリーブ内のピンテールを排出します。(ピンテールの落下にご注意ください) |
 |
|
|